
Some more work on the Saacke, the original design had 3 motor drivers for 4 stepper motors – the Y and Z axis being operated by one drive. My original plan was to get another stepper motor driver, but for these 6-phase high current steppers, not an easy thing. While there may be some old controls available, they are pricey, like 1000 EUR and more. Also, I was not too thrilled by every year repairing at least once the driver – 30+ year old electronics doesn’t normally provide a particularly high level of reliability.
Another choice would be to replace the RDM-51117 steppers with some other (2-phase) stepper motors, but rather than 1000 steps per revolution that would result in only 400 steps (half-steps) per revolution, or not very precise micro-stepping. Not good, because the Y and Z pitch is 1 and 3 mm/rev, respectively, and a grinder normally should be controllable in 1 mikron, or smaller, increments.

Analyzing the torque requirements, I had the idea to use a servo motor instead, because the holding toque requirement is actually pretty small (the feed screws turn easily, and once at position basically no force needed). AC servos (with an encoder feedback loop) have become affordable in recent years, why not use one of these?

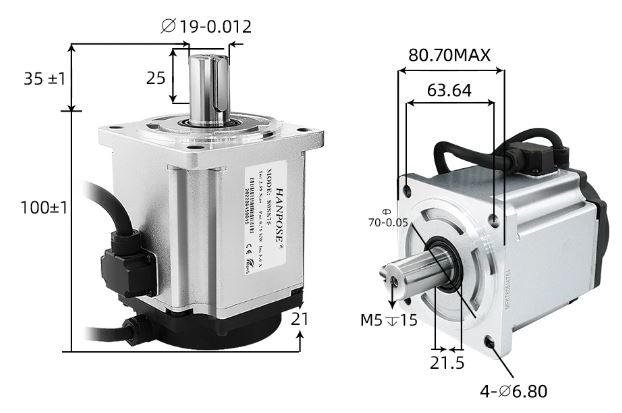
Shopping around at Aliexpress, I found these 80SS75 (750 W) AC servos, offered including drive and 3 meters of encoder and power cables. Available from a Chinese vendor (Hanpose), ready to ship from a Belgium warehouse.
Chatting with the sales manager a little, the lady offered my a very good deal, almost too good to be true – so rather than buying just one motor, I ended up ordering 4 sets, and decided to replace all the stepper motors by servos.

These servos come with ASD275 drivers, these are quite similar to other AC servo drivers I have used before, they all follow similar programming and characteristics. One important characteristic is that these drive need tuning of the control loop once installed.

Only a little wait, then 4 boxes arrived – all stuck together and wrapped in plastic, not bad!

These sets include not just the cables but also the connectors, great! Full sets! Even an English manual is available.

Some mechanical differences exist, so we have to make adapter plates, and modify the couplings. The Saacke design has just hard-coupled drives, there are no fancy parts, just a steel sleeve. This works well when all is centered up correctly.

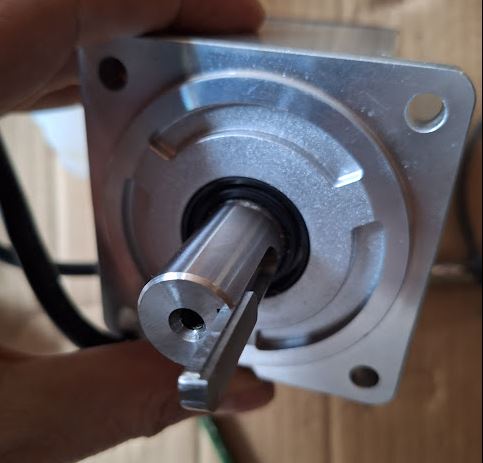
Also the key had to be modified, because the sleeve has a 5 mm keyway, but the AC servos have 6 mm keys. So I milled away half a mm each side, to make it fit.
On the lathe, I used great care to center the sleeves precisely, to avoid excentricity.

Turning it to a larger hole diameter was easy, and a great surface finish.

Before fitting the motors to the machine, I did a quick desk test, and all working fine, out of the box!

For the cabling from the machine to the control system, I selected LiYCY-TP (twisted pair) cables, 2x2x0.5 mm2, for the encoders, and Lapp Ölflex Classic 110 CY (shielded) 4Gx1.5 mm2 control cable for the power drive. These are a recommended and cost-effective solution for all kinds of servo and stepper cabling.

The motors were easy to mount, and the cables installed in the machine – a little oily and dirty task, but also a good opportunity to give the Z axis guides a good clean. Luckily, I had in stock 2-cable feedthrough plugs from a project about 30 years (!) past, from my childhood days! Now finally I can use these for the grinder….

The adapter plates were quickly milled on my CNC machine, all with great care for perfect centering. For efficiency, I used AlMgMn alloy 5183, which is easy to machine to high precision and practically free of warping or internal stress.

Installation went smoothly – a little tight fit of the motor flange, but hopefully, this will be a one-time installation.

The motors are rated to 5 Amps and more, but as expected, the typical currents are just around 1-2 Amps when moving, and 0.3~1 Amp when stationary.
Next will be modification of the X and A drives.